切る、削る、磨く、
どんな設計も熟すアルミ部品の切削技術
下穴処理の技術 “ドリル加工”

ドリル加工は、穴あけや下穴処理などの前加工として用いられる基本的な加工方法。抵抗が少なく、作業効率が良くなることから、中ぐり加工の前工程としても使用します。
★技術ポイントドリル加工において「穴径が拡大する」などの現象が出てしまう場合、段階を踏んでドリルを使い分け調整していく、といった対策をとります。また「直進度不良」においては、被削面が水平でない原因が考えられるため、センタリングするなどで対処します。
精密穴径の技術 “ボーリング加工”

ボーリング加工は、通常ドリル加工後の加工穴を広げたり、筒状内面を仕上げるための切削加工。精密な穴径、位置精度、直進性が求められる加工技術。
★技術ポイントボーリング加工のメリットは「精密な穴径がとれる」ところ。ドリル加工やミーリングの円弧運動では楕円になってしまうため、真円度がとれるボーリング加工は必需となります。ミクロン単位の寸法公差の加工が可能で、面精度の向上や寸法精度を安定させます。
ネジ穴の技術 “タップ加工”

タップ加工はネジを差し込む為の加工方法。切子を上部に切出すスパイラルタップや、反対に切子を下に切り出すポイントタップ、転造タップのロールタップなど作業効率を考え使い分けます。
★技術ポイントタップ加工において「めねじの拡大・縮小」の現象が出る場合は、基本的にタップ選定の不具合が主な原因。この対処法としては、すくい角を小さめにする、または大きくする、食付二番角を適性にするといった方法をとります。まれに起こる「めねじのむしれ」も同じような原因が考えられるため、この場合は有効ねじ長さを短くするなどでも対処します。
切削加工の基本技術 “ミーリング加工”
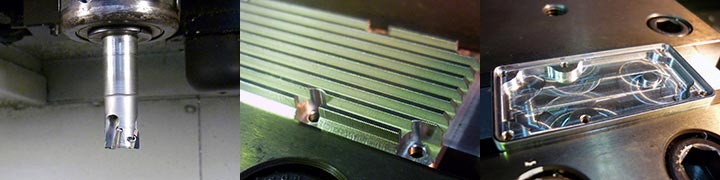
ドリル加工、ボーリング加工、タップ加工が軸方向に推進し円形の穴を空ける用途であるのに対して、ミーリング加工は回転している刃を前後左右方向にあて、製品を切削加工するのが基本的な使い方。
★技術ポイントミーリング加工の最大のメリットは平坦部、輪郭、曲面と「形状を削り出す加工が可能」なところ。荒どり加工⇒中仕上げ⇒仕上げへと、工程の時間と手間は掛かりますが、使い方によって様々な加工が可能。マシニング加工の代表的な加工でもあり、ミーリング無しでは加工が不可能な場合が多々あります。
専門分野:アルミ部品の切削加工提案
アルミ製品の特性を知り尽くした、ご提案もできます

【Plan】普段使用する機会が多いアルミ材料は
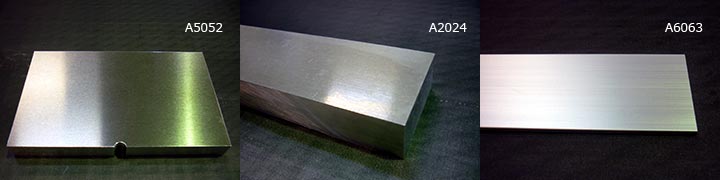
(1)番使用頻度が高い 「A5052」
中程度の強度を持つ、もっとも代表的な合金です。耐食性、加工性がよく、強度のわりに疲労強度が高く、耐海水性に優れています。
(2)超ジュラルミン 「A2024」
高度は鋼に匹敵しています。比較的多く銅を含み耐食性に劣るため、防食処理が必要です。
(3)代表的な押出用合金 「A6063」
押出性に優れていまして、複雑な断面形状の形材を得ることが出来ます。耐食性、表面処理性にも優れています。
【Plan】どんな部品、製品用途に適しているか
「5052」 一般板金、ハニカムコア
「2024」 ギア、油圧部品、航空機
「6063」 サッシ、ガードレール
◆専門分野ページ
